

产品实物图片:

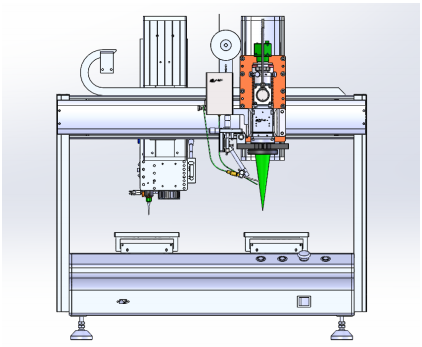
产品模型图片:

软件功能介绍:
使用固高八轴控制卡控制平台,将 Y1、Y2 作为两个工位,在两个工位上放置产品进行加工,在 X1 轴上安装焊接头、送丝机构(可选),在 X2 轴上安装点锡头、定位相机、测高传感器(可选)。

IO 信号:开始工作、停止工作、急停、复位、启动对应工位、安全光幕、开激光、点锡膏、三色指示灯、蜂鸣器等(可按需求添加)。加工程序自由编辑,焊接前后图像、焊接温度曲线等参数可保存追溯并进行数据分析。
软件运行流程
使用双工位点锡膏送丝通用焊接系统,可在加工过程中 Y1、Y2 同时放置产品,同时触发加工指令,可先后进行视觉定位-点锡膏-焊接。
具体流程如下:
先进行工位一(即 Y1)的工作流程,工位二进入等待位置等待进入工作流程。Y1 首先运动到 X2 轴工作区域进行定位-测高-点锡膏动作,完成后运动到 X1 轴工作区域进行焊接动作,焊接完成运动到下料位置,更换产品后触发工位一加工指令即运动到等待位置等待进入工作流程,如果相应动作轴处于空闲状态即可立即进行工作流程。
X2 轴完成工位一(Y1)的定位-测高-点锡膏动作后,立即移动到工位二(Y2)工作位置,同时 Y2 从等待位置移动到加工位置进行定位-测高-点锡膏动作,完成后运动到 X1 轴焊接位置进行焊接,焊接完成运动到下料位置,更换产品后触发工位二的加工指令即运动到等待位置等待进入工作流程,如果相应动作轴处于空闲状态即可立即进行工作流程。如工位一处于等待位置,X1 轴立即移动到工位一(Y1)加工位置进行加工。
产品价格:
| 序号 | 规格类型 | 产品名称 | 典型参数 | 售价 |
| 1 | 整机设备集成 | 双X双Y 设备 | 正面双工位单点胶或双点胶,背面激光双工位焊接系统 | ¥30w-50w浮动 |
手机/微信:13971100349
Mail:sale007@whlaser.cn
Copyright © 2024 Whlaser.cn.All rights reserved. 鄂ICP备16023374号  鄂公网安备42018502002217号
鄂公网安备42018502002217号
武汉松盛光电专注于振镜同轴视觉光路系统,光纤精密切割头,单聚焦恒温锡焊焊接头,
光斑可调节焊接头,方形光斑焊接头,塑料焊接等激光产品的生产销售及提供激光锡焊塑料焊应用解决方案。


